
弧焊机器人在焊接过程中,焊枪的角度对焊接质量有很大的影响。同时在焊接程序示教过程中,对焊枪姿态的示教会花费大量的时间。本文就弧焊焊枪焊接时的角度进行说明,提高焊接质量,减少程序示教时间。
设置步骤
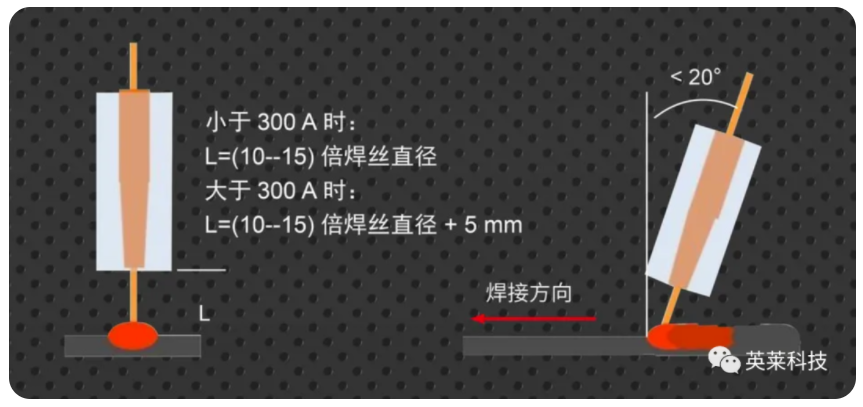
//1. 焊接过程中,焊枪的干伸长和角度始终保持一致,确保焊接质量的稳定。
//2. 按照焊枪行走前进角度的不同可分为前进法和后退法前进法特点:电弧推着熔池走。不直接作用在工件上,焊道平而宽,容易观察焊缝,气体保护效果好,熔深小,飞溅较大。
后退法特点:电弧躲着熔池走,直接作用在工件上,熔深大,飞溅较小,容易观察焊道,焊道窄而高,气体保护效果不太好。
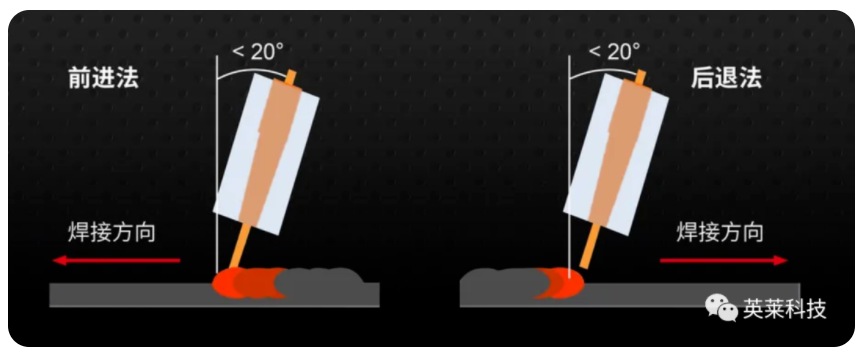
实芯焊丝一般采用前进法焊接,药芯焊丝一般采用后退法焊接。
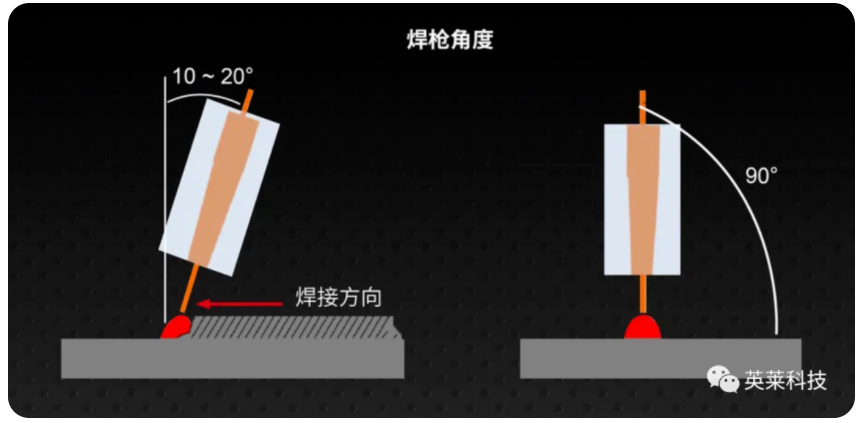
//3. 平焊时,机器人焊枪角度参考下图
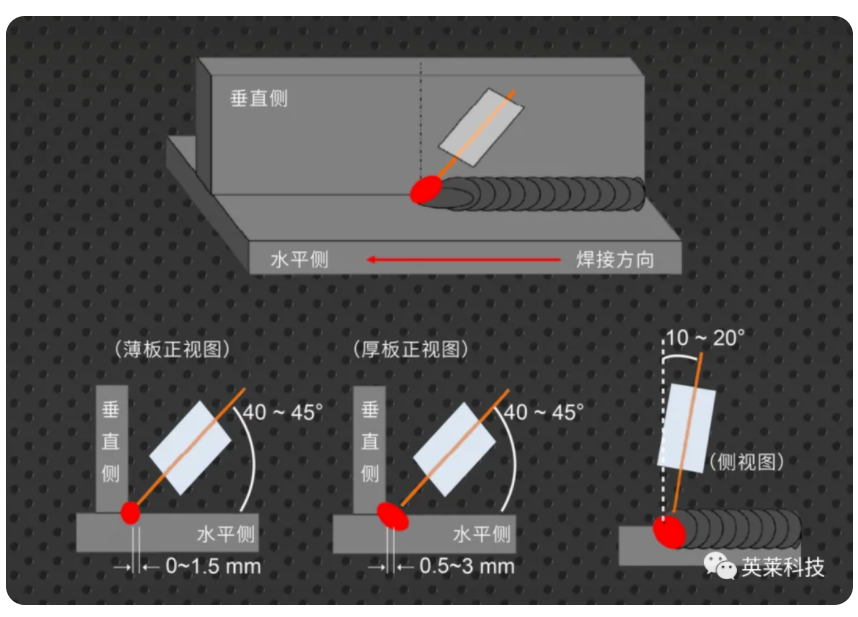
//4. 水平角焊
根据工件厚度,角焊缝可分为单焊道和多层道。单焊道大焊脚高度7~8mm,多层焊适用于8mm以上的焊脚。因后退法余高过高,作业性能差,气保效果不好,因此水平角焊宜采用前进法进行焊接。
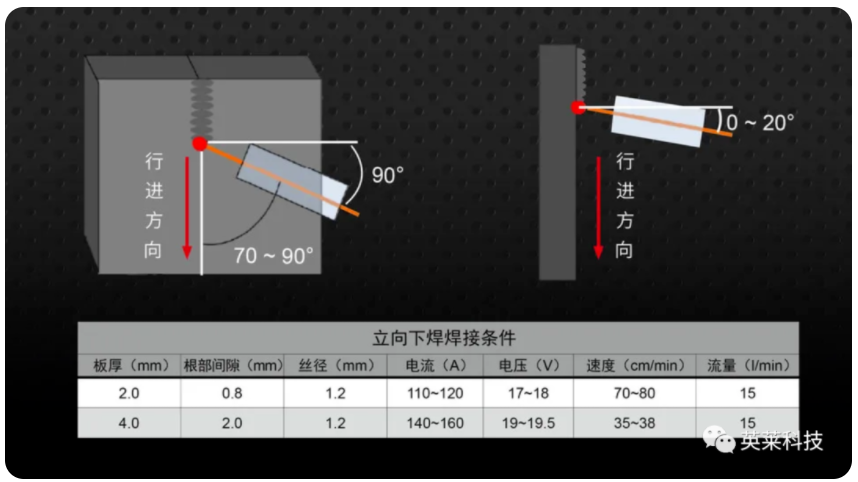
//5. 立向下焊
立向下焊适用于板厚6mm以下的工件。
立向下焊关键是控制熔池不下淌,防止发生焊瘤和焊不透。
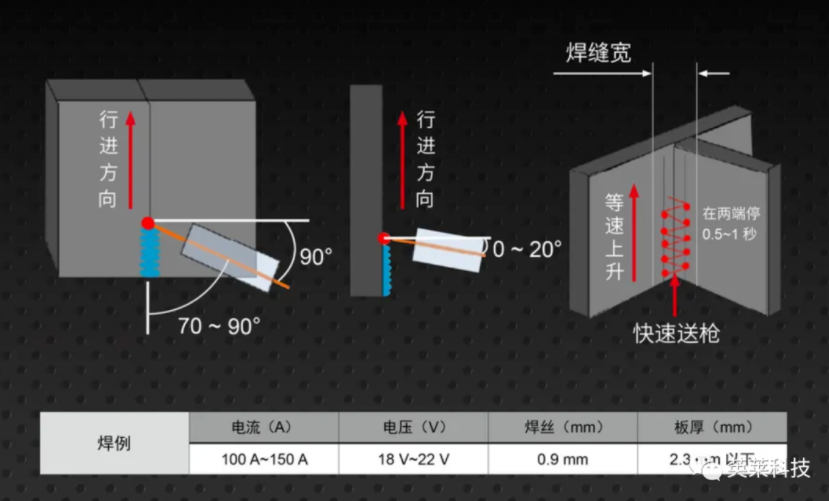
//6. 立向上焊
立向上焊,如果平直送枪,焊缝呈凸状,易产生咬边,因此采用小摆动法送枪。
—— END ——
以客户为中心 以技术为核心
弧焊机器人在焊接过程中,焊枪的角度对焊接质量有很大的影响。同时在焊接程序示教过程中,对焊枪姿态的示教会花费大量的时间。本文就弧焊焊枪焊接时的角度进行说明,提高焊接质量,减少程序示教时间。
设置步骤
//1. 焊接过程中,焊枪的干伸长和角度始终保持一致,确保焊接质量的稳定。
//2. 按照焊枪行走前进角度的不同可分为前进法和后退法前进法特点:电弧推着熔池走。不直接作用在工件上,焊道平而宽,容易观察焊缝,气体保护效果好,熔深小,飞溅较大。
后退法特点:电弧躲着熔池走,直接作用在工件上,熔深大,飞溅较小,容易观察焊道,焊道窄而高,气体保护效果不太好。
实芯焊丝一般采用前进法焊接,药芯焊丝一般采用后退法焊接。
//3. 平焊时,机器人焊枪角度参考下图
//4. 水平角焊
根据工件厚度,角焊缝可分为单焊道和多层道。单焊道大焊脚高度7~8mm,多层焊适用于8mm以上的焊脚。因后退法余高过高,作业性能差,气保效果不好,因此水平角焊宜采用前进法进行焊接。
//5. 立向下焊
立向下焊适用于板厚6mm以下的工件。
立向下焊关键是控制熔池不下淌,防止发生焊瘤和焊不透。
//6. 立向上焊
立向上焊,如果平直送枪,焊缝呈凸状,易产生咬边,因此采用小摆动法送枪。
—— END ——





