在破口切割领域,工件种类繁多,示教量大;工件无法固定装卡,无法保证重复装配精度,这是切割领域普遍存在的技术课题。为解决此技术课题,在该领域有所突破,英莱科技根据客户需求,制定了用激光传感器配合机器人离线编程的方法,实现无示教、高精度、高效率的切割。
离线编程按照理论值进行点位生成,但理论与实际毕竟存在差距,这个差距只能通过传感器来解决。因此, 离线编程的使用必然离不开传感器。
基于英莱激光视觉传感器预检测的离线编程解决方案,以下具体介绍:
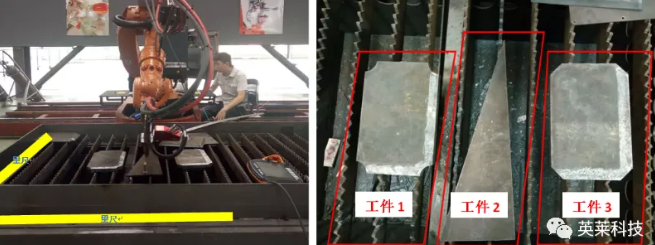
● 现场的设备:KUKA C4系统、英莱激光视觉焊缝跟踪系统、割炬、落料台等。
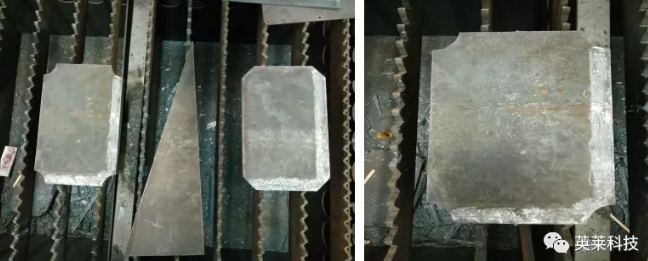
● 客户工件:长方形、三角形为主,如右下图。
以非示教的方式,通过离线编程软件,直接读取CAD图纸,设定切割工艺,直接生成机器人程序,高效准确的对工件边缘进行破口切割。
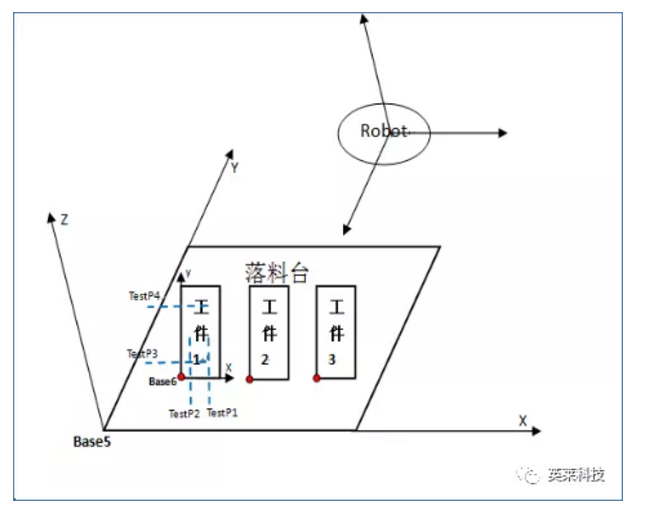
● 将落料台作为一个基准
以落料台为基准制作Base,如下图:

● 几个坐标系之间的关系
Base5:落料台坐标系
Robot:机器人坐标系,即Base[0]
Base6:工件1坐标系,这里只对工件1说明,工件2、3同理
TestP1-4:激光传感器的4个测试位置
● 切割轨迹离线程序的生成
已知工件1的CAD图为“CAD1.dwg”,在CAD1.dwg中可以读取到工件中的各个切割点的坐标值MP1、MP2、MP3、MP4、MP5、MP6、MP7、MP8。如下图:
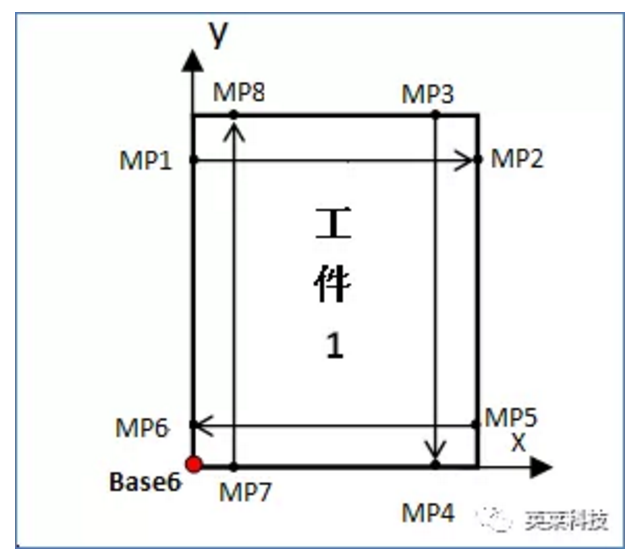
将工件1作为KUKA机器人的一个Base,测试过程中工件1用BASE[6]进行了表示。故,以左图中箭头方向为序,从MP1开始,到MP8点数据均可得到。下一步只需求得工件1在机器人坐标系下的位姿(也即base_data[6])数据即可。
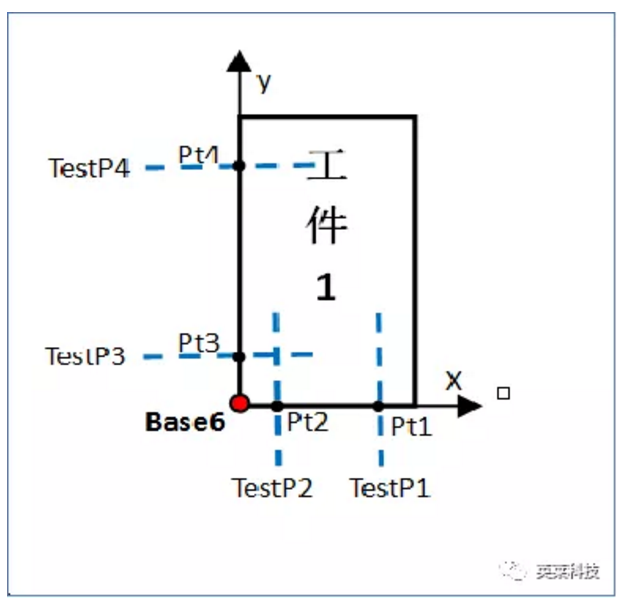
● 求取base_data[6]
传感器分别在TestP1、 TestP2、 TestP3、 TestP4四个位置测试工件,利用函数建立坐标系。这样,base_data[6]的数据就得到了。
● 工件类型:中厚碳钢板
● 焊缝类型:平板焊缝
● 产品型号:IL-HSP系列
● 应用工艺:等离子切割
● 配套设备:KUKA机器人
以客户为中心 以技术为核心
在破口切割领域,工件种类繁多,示教量大;工件无法固定装卡,无法保证重复装配精度,这是切割领域普遍存在的技术课题。为解决此技术课题,在该领域有所突破,英莱科技根据客户需求,制定了用激光传感器配合机器人离线编程的方法,实现无示教、高精度、高效率的切割。
离线编程按照理论值进行点位生成,但理论与实际毕竟存在差距,这个差距只能通过传感器来解决。因此, 离线编程的使用必然离不开传感器。
基于英莱激光视觉传感器预检测的离线编程解决方案,以下具体介绍:
● 现场的设备:KUKA C4系统、英莱激光视觉焊缝跟踪系统、割炬、落料台等。
● 客户工件:长方形、三角形为主,如右下图。
以非示教的方式,通过离线编程软件,直接读取CAD图纸,设定切割工艺,直接生成机器人程序,高效准确的对工件边缘进行破口切割。
● 将落料台作为一个基准
以落料台为基准制作Base,如下图:
● 几个坐标系之间的关系
Base5:落料台坐标系
Robot:机器人坐标系,即Base[0]
Base6:工件1坐标系,这里只对工件1说明,工件2、3同理
TestP1-4:激光传感器的4个测试位置
● 切割轨迹离线程序的生成
已知工件1的CAD图为“CAD1.dwg”,在CAD1.dwg中可以读取到工件中的各个切割点的坐标值MP1、MP2、MP3、MP4、MP5、MP6、MP7、MP8。如下图:
将工件1作为KUKA机器人的一个Base,测试过程中工件1用BASE[6]进行了表示。故,以左图中箭头方向为序,从MP1开始,到MP8点数据均可得到。下一步只需求得工件1在机器人坐标系下的位姿(也即base_data[6])数据即可。
● 求取base_data[6]
传感器分别在TestP1、 TestP2、 TestP3、 TestP4四个位置测试工件,利用函数建立坐标系。这样,base_data[6]的数据就得到了。
● 工件类型:中厚碳钢板
● 焊缝类型:平板焊缝
● 产品型号:IL-HSP系列
● 应用工艺:等离子切割
● 配套设备:KUKA机器人





